Sản phẩm
Sản phẩm

- Hãng sản xuất:
- Bảo hành:
- Tình trạng: Hết hàng
- Giá trên chưa bao gồm VAT
Chi tiết sản phẩm
Nguyên tắc kết cấu kết nối của khớp nối bu lông là: đầu tiên hàn đầu hình nón hoặc tấm làm kín bằng bu lông vào hai đầu của thanh ống thép, và bọc ống bọc ngoài hình lục giác kéo dài (hay còn gọi là đai ốc không hạt lục giác dài), và bu lông và tay áo được kết nối bằng chốt hoặc vít xiết. Khi lắp ráp, tay áo dài hình lục giác được vặn trực tiếp, và bu lông được truyền động bằng chốt hoặc vít xiết để quay, do đó có thể quay bu lông vào hình cầu cho đến đầu bu lông được gắn chặt vào tấm niêm phong hoặc đầu hình nón, và mỗi thanh hội tụ được kết nối theo đó để tạo thành một nút và mức độ siết chặt của bu lông được điều khiển bởi chốt.
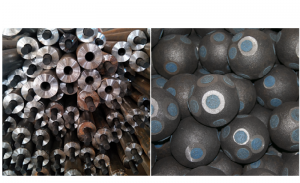
Nó được cấu tạo bởi bu lông, bi thép, chốt (hoặc vít), tay áo và hình nón hoặc tấm bịt kín. Nó thích hợp để kết nối các thanh ống thép và được sử dụng chủ yếu cho các kết cấu lưới.
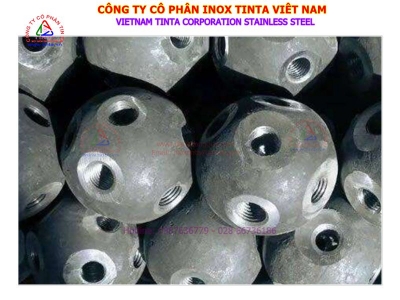
Bóng bu lông chủ yếu được sử dụng trong kết cấu lưới, đặc điểm cấu tạo chính là: bóng có nhiều lỗ với dây bên trong để kết nối nhiều thanh tại một điểm. Quả cầu bu lông được làm bằng thép chất lượng cao 45 #, và tất cả các nguyên liệu thô đều phải trải qua các bài kiểm tra tính năng cơ lý và hóa học lấy mẫu 3/1000 sau khi nhập vào nhà máy. Sau đó đến đơn vị rèn chuyên nghiệp để rèn phôi bi bằng búa khí 250 kg hoặc 750 kg. Mẫu trắng được chuẩn hóa để làm cho độ cứng của nó đạt đến HB197 ~ 225. Mẫu trắng không được có các khuyết tật như vết nứt, vết nứt, vết rỗ, v.v ... và hình trứng không được vượt quá 1% đường kính.
Việc hoàn thiện bóng bu lông được gia công trên máy phay bàn nâng đứng X5032A, máy khoan đứng trụ ZA5032 và máy khoan xuyên tâm ZA3050-16 có đầu tra hướng đa năng.
Phay mặt phẳng tiêu chuẩn của bi trên máy phay đứng và gia công các lỗ vít tiêu chuẩn trên máy khoan; sau đó sử dụng lỗ vít tiêu chuẩn này trên máy phay đứng X5032A để xoay đầu chỉ mục để gia công các lỗ hợp âm và thanh web lỗ Máy bay. Sau khi quá trình xử lý hoàn tất, việc phát hiện góc được thực hiện và đó là sản phẩm chính hãng đáp ứng các yêu cầu của JGJ7-91.
Bộ gá định vị được sử dụng để hoàn thành quá trình gia công lỗ trên máy khoan đứng.
Cuối cùng, ren được xử lý trên máy khoan.
Việc phát hiện bóng bu lông chủ yếu thông qua đĩa góc, đĩa góc và thanh góc để phát hiện góc.
Sai số góc của trục trung tâm của hai lỗ vít liền kề được khống chế trong khoảng ± 30 °, và chiều dài ren phải> 1,3 lần đường kính danh nghĩa của bu lông.
Độ vuông góc giữa mặt cuối của lỗ bu lông và trục là 0,5% đường kính của mặt cuối của lỗ vít.
Độ chính xác gia công của lỗ vít đáp ứng mức 6H trong GB196.